Для быстрой связи, звоните:
✖
Меню
При печати заготовка должна хорошо прилипать к поверхности стола, что обеспечивает правильность формирования изделия. Если имеется небольшое отлипание, то на определенном этапе под массой происходят проблемы при 3d печати, а именно заваливание модели. Возникновением этого становится:
1. Загрязненная рабочая зона. Не секрет, что стол после каждого полного цикла требуется очищать спиртом или спиртосодержащими составами. Старайтесь проверять визуально поверхность на наличие затвердевшей смолы, которую удаляйте механически.
2. Проблемный момент при печати на 3d принтере может возникать из-за царапин или помутнения на резервуаре, в который заливается полимер. Из-за недостаточного воздействия источника света на смолу не происходит полимеризация, то есть модель не набирает нужную твердость. При подготовке к печати оценивайте емкость на механические повреждения, а также на загрязнение. Обратите внимание, что формирование детали можно сделать в неповрежденной части емкости.
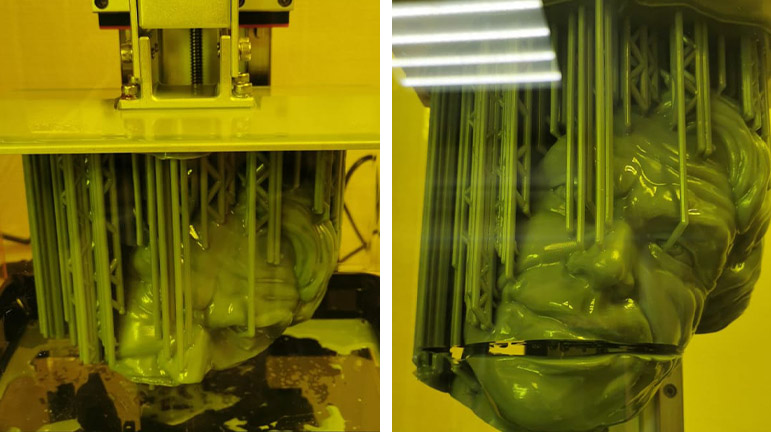
Еще одной существенной проблемой при печати на 3d является однородность полимерной массы. Зачастую из-за долгого отстаивания или из-за неправильного хранения пигменты или добавки могут выделяться из общей массы смолы. Поэтому содержимое следует перемешивать и процеживать. Такой подход повысить уровень сцепления и обеспечит отсутствие сгустков красителя. Вот пример внезапного скачка напряжения при печати Джокера, фигурка печаталась на фотополимерной смоле Anycubic Basic grey
Некачественную форму можно получить из-за недостаточной проработки модели или из-за неправильного установления на принтере количества поддержек, это основные проблемы при 3d печати. У модели появляются изгибы и прочие проявления деформации. Стандартно для поддержания структуры используются следующие характеристики: высота поддержки – 5 мм, угол нависания не более 60 град.
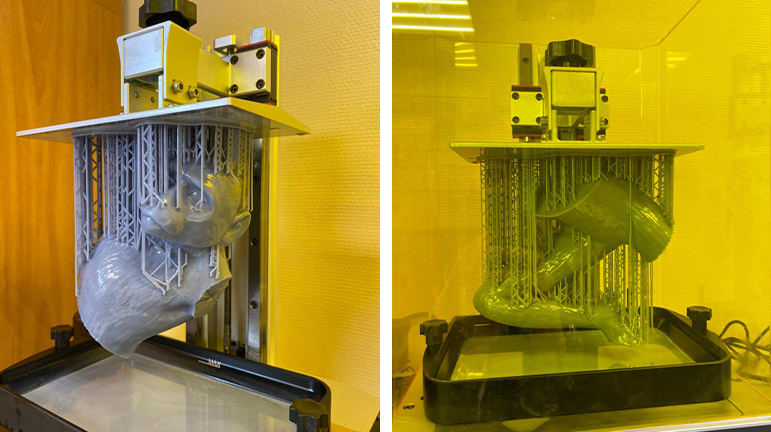
Если проблема возникла, поддержки отслаиваются, а макет деформируется, тогда нужно увеличить толщину или увеличить количество последних. Все это делается непосредственно в настройках печати: увеличивается размер точек соприкосновения, увеличивается количество. Достаточно часто в отдельных местах следует добавлять поддержку в ручную, а также задать корректную плоскость XYZ.
Вот наглядный пример написанного, печать осуществлялась на смоле Siraya Tech Smoky Black

Дефекты в готовой заготовке зачастую возникают из-за неправильного формирования gcode. Это говорит о том, что сам obj или stl повреждены, нарушена ориентация трехмерной плоскости. Для решения пересмотрите трехмерную модель на ПК, проверьте правильность выстраиваемых параметров. Также обратите внимание на ориентацию самой модели на принтере. Еще одной причиной некорректного воспроизведения заготовок являются дефекты ванночки или загрязнение элементов.
Ключевой причиной образования типичных проблем при 3d печати - неровностей или пропусков является загрязнение источника света. Наличие преграды на пути у лазерного луча корректирует температуру, из-за чего создаются выпуклости или впадины. Чтобы устранить недостаток, обязательно:
1. Обратите внимание на чистоту поддона. Последний не должен иметь видимых деформаций, иметь чистый внешний вид без жирных мест. Желательно пройтись спиртовым составом для очистки емкости.
2. Проверить на наличие грязи на зеркалах и лазере. Очистка должна проводиться с максимальной аккуратностью, так как малейшее смещение зеркал может привести к неправильной работе. Это потребует дальнейшей калибровки.
Иногда стоит заменить расходные материалы и элементы вашего принтера.
В процессе создания любого изделия, последнее часто изменяет размеры. Здесь важно не передерживать материал, обрабатывать спиртом после выжидания не более 10 минут. Также стоит проверить калибровку технического оснащения. Если же продукт вашего творчества имеет недостаточную твердость, нужно вновь обратиться к очистке лазера, поддона, зеркал.
Стоит отметить, что потеря жесткости часто зависит от температуры окружения. Если последняя слишком низкая, то происходит недостаточность схватывания. Это становится основой пропусков и плохого прилипания к платформе. Желательно поддерживать температурный режим на уровне 25-30 градусов Цельсия. В некоторых случаях в качестве дополнительного устройства используется вентилятор с подогревом. Вот пример печати модели, у которой не были соблюдены масштабы:
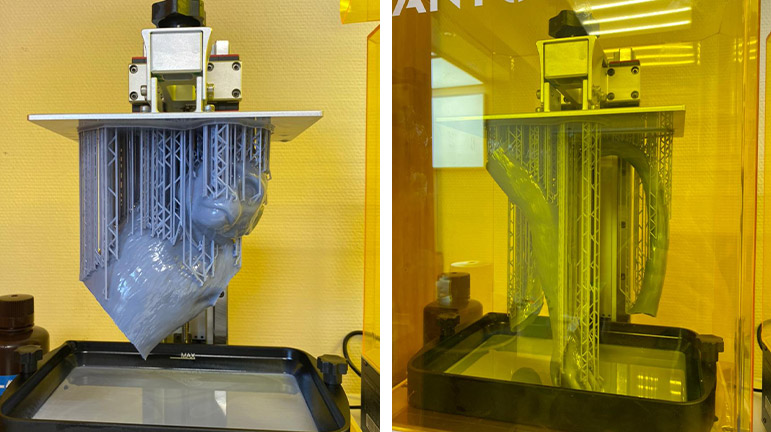
И бонусом самая распространенная ошибка всех начинающих печатников, не правильный расчет смолы, из-за ее недостаточного количества партия чибиков так и не заняла почетное место на нашей полке.


Мы перечислили все проблемы при 3d печати, учитесь на чужих ошибках, и поменьше допускайте своих, это сбережет ваши деньги и нервы!
Также стоит почитать: